
Linguagem

A Papel Tmáquina ubepode parecer simples na superfície - enrole o papel, aplique adesivo, corte no comprimento certo. Em fábricas reais, os pontos problemáticos aparecem rapidamente: resistência instável do tubo, sujeira na cola, tempo de inatividade frequente, trocas lentas de tamanho, e cortes inconsistentes que geram desperdícios e reclamações de clientes. Este artigo detalha o processo de fabricação de tubos, as dores de cabeça de produção mais comuns e os recursos da máquina que realmente resolvê-los. Você também receberá uma lista de verificação prática de compras, uma tabela de recursos e pontos problemáticos e um manual de manutenção para que você possa executar turnos estáveis com menos surpresas.
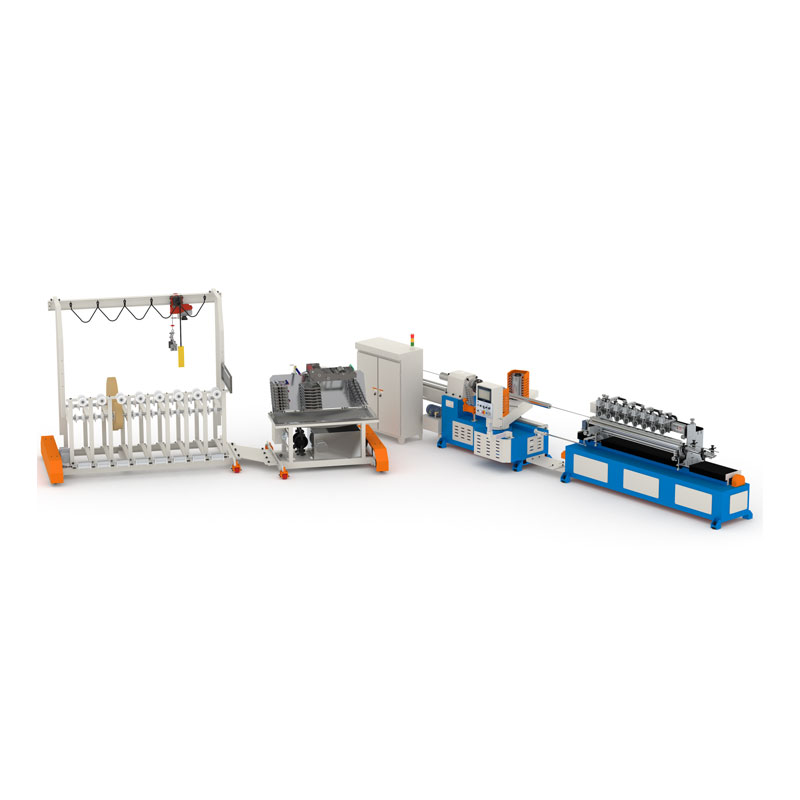
A Máquina de tubo de papelforma tubos enrolando múltiplas camadas de papel em torno de um mandril (às vezes chamado de eixo ou núcleo), colando-os com adesivo e depois cortando o tubo no comprimento necessário. Dependendo do seu setor, o tubo acabado pode ser um tubo de embalagem, um núcleo de filme ou têxtil, um corpo de lata compósito ou um tubo estrutural usado como capa protetora.
A diferença entre um “fabricante de tubos” que apenas trabalha e uma linha que imprime dinheiro (educadamente) é a consistência: tensão consistente, aplicação consistente de adesivo, pressão de enrolamento consistente e corte consistente. Quando essas variáveis variam, você obtém tubos fracos, ovalização, delaminação, poeira, contaminação por cola ou baixa tolerância de comprimento.
Ponto problemático 1: Força inconsistente do tubo
Os clientes não se importam com a variação dos lotes de papel ou com a mudança da umidade durante a noite. Se o tubo se esmagar, delaminar, ou colapsa durante o enrolamento/empacotamento, você perde confiança e margem. Os problemas de resistência geralmente remontam ao controle da tensão do papel, uniformidade adesiva e estabilidade da pressão do enrolamento.
Ponto problemático 2: bagunça de cola e ligação instável
Muito adesivo causa escorregamento, contaminação e tempo de inatividade para limpeza. Muito pouco causa delaminação e articulações fracas. Um caminho de entrega de cola controlado (e uma rotina de limpeza fácil para o operador) costuma ser a atualização mais rápida do ROI.
Ponto problemático 3: mudanças lentas
Se a troca de diâmetros ou espessuras de parede demorar uma eternidade, você evitará variedade de produtos e perderá pedidos. Mudanças rápidas de tamanho dependem de mecanismos de ajuste rápido, referências de configuração claras e receitas digitais estáveis.
Ponto problemático 4: baixa precisão de corte e arestas ásperas
Cortes ruins aparecem como incompatibilidade de comprimento, rebarbas, pontas esmagadas e reclamações de clientes. A estabilidade do corte depende da rigidez, condição da lâmina, sincronização com a velocidade de alimentação do tubo, e um método limpo de manuseio de poeira.
Se você estiver avaliando uma nova linha, não comece perguntando “Qual é a velocidade máxima?” Comece perguntando: “De acordo com nossas especificações de tubo, que velocidade permanece estável para um turno completo sem desvios de qualidade?”
Compreender o processo ajuda a identificar onde a instabilidade se instala. A maior parte da produção de tubos de papel segue esta sequência:
Um estábuloMáquina de tubo de papelnão é “um recurso”. É uma corrente: se a tensão diminuir, a cola fica irregular; se a cola estiver irregular, a pressão do enrolamento se comporta de maneira diferente; se a pressão do enrolamento mudar, a qualidade do corte muda. Bons equipamentos tornam a cadeia previsível.
Aqui estão as capacidades que tendem a ser mais importantes quando a produção é real, e não teórica:
| Problema de produção | Capacidade da máquina que ajuda | O que você deve procurar durante a avaliação |
|---|---|---|
| Delaminação do tubo/ligação fraca | Aplicação estável de adesivo e trajeto de cola controlado | Filme de cola uniforme, peças fáceis de limpar, faixas de configuração claras para gramatura de papel e espessura do tubo |
| Tubos ovais/pouca redondeza | Sistema de conformação rígido e pressão de enrolamento estável | Leituras consistentes de OD/ID do tubo, vibração mínima, funcionamento suave na velocidade desejada |
| Rugas e desalinhamento de camadas | Boa orientação do papel e estabilidade de tensão | Caminho de banda limpo, frenagem/controle confiável, alinhamento repetível após trocas de bobina |
| Bordas ásperas/incompatibilidade de comprimento | Sincronização de corte precisa | Corte amostras em longo prazo: verifique rebarbas, pontas esmagadas, consistência de tolerância de comprimento |
| Muita sucata durante a inicialização | Referências de configuração rápida e controles fáceis de operar | Ajustes fáceis de parâmetros, indicadores claros, resultados estáveis após reinicialização |
| Tempo de inatividade devido a limpeza e atolamentos | Acesso para manutenção e consumíveis previsíveis | Etapas de limpeza simples, áreas de colagem/corte acessíveis, peças de desgaste padrão |
Observe o que está faltando: promessas vagas. As melhores conversas sobre compras giram em torno das especificações do seu tubo e da sua mudança de realidade. Se um fornecedor puder explicar como seusMáquina de tubo de papelpermanece estável a longo prazo - especialmente durante mudanças e reinicializações de bobina - é quando você está chegando perto de uma boa decisão.
Antes de comparar cotações, bloqueie seus requisitos. Uma máquina perfeita para tubos de embalagem de paredes finas pode ser errada para núcleos industriais pesados. Use a lista de verificação abaixo para evitar comprar “quase certo”.
Defina seus requisitos de tubo
Peça uma mentalidade de prova
| O que validar | Como validar | Pista de aprovação/reprovação |
|---|---|---|
| Estabilidade dimensional (OD/ID/redondeza) | Meça tubos durante um longo percurso e após uma reinicialização | Desvio mínimo, leituras estáveis sem giro constante do botão |
| Consistência da força de ligação | Corte seções transversais e verifique a uniformidade de colagem das camadas | Sem zonas secas óbvias, sem espremedura excessiva de cola |
| Qualidade de corte | Inspecione as extremidades quanto a rebarbas/esmagamento; verificar tolerância de comprimento | Bordas limpas e comprimento repetível em lotes |
| Experiência do operador | Faça com que os operadores executem procedimentos de mudança de bobina + reinicialização | O processo permanece calmo; a configuração é clara e repetível |
| Realismo de manutenção | Siga as etapas de limpeza + substituição de peças de desgaste | Design acessível e rotinas simples que não serão ignoradas |
O controle de qualidade para produção de tubos não precisa ser complicado; precisa ser consistente. Se você estiver executando umMáquina de tubo de papelem escala, pequenos desvios tornam-se caros rapidamente.
Dica profissional: se o seu refugo aumenta “aleatoriamente”, geralmente não é aleatório – acompanhe quando isso acontece (após trocas de bobina, após paradas, em períodos úmidos), e você encontrará um padrão que pode corrigir.
O tempo de atividade é uma estratégia, não um desejo. A maneira mais fácil de manter umMáquina de tubo de papelestável é tratar a manutenção como parte da produção. Aqui está uma abordagem prática que muitas plantas usam:
| Freqüência | O que fazer | Por que é importante |
|---|---|---|
| Por turno | Limpe as áreas de contato do adesivo, remova o pó de papel próximo ao corte, verifique se há folga óbvia | Evita o acúmulo que causa instabilidade de ligação e cortes inadequados |
| Diário | Inspecione as lâminas/ferramentas, verifique as guias básicas de alinhamento, verifique as peças móveis quanto a ruídos incomuns | Detecta o desgaste mais cedo, antes que se torne sucata e tempo de inatividade |
| Semanalmente | Rotina de lubrificação, limpeza mais profunda, confirmação de tensão e estabilidade de alimentação | Estabiliza o processo e evita desvios |
| Mensal | Revise o estoque de peças de reposição, inspecione os principais componentes de desgaste, atualize o treinamento de atualização do operador | Reduz paradas de emergência e mantém as operações consistentes entre as equipes |
Ao solucionar problemas, comece com os sintomas e trabalhe de trás para frente: se os cortes forem ásperos, não culpe imediatamente a lâmina – verifique a estabilidade e a vibração da alimentação do tubo. Se aparecer delaminação, não culpe imediatamente o papel – verifique a uniformidade do adesivo e o desvio de tensão. O diagnóstico calmo sempre supera os ajustes de pânico.
Comprar equipamento é uma coisa. Operá-lo sem problemas durante anos é outra. Um bom relacionamento com fornecedores normalmente inclui: suporte prático de comissionamento, orientação clara de operação, peças de desgaste acessíveis e serviço ágil para solução de problemas. O objetivo é simples: manter sua linha previsível para que seu cronograma de entrega permaneça confiável.
Se você está comprando de Máquinas de impressão Co. de Wenzhou Feihua, Ltd., trate a conversa como um plano de produção: compartilhe suas especificações de tubo, sua realidade material e sua meta de produção - depois pergunte como a máquina permanece estável em longas tiragens, reinicializações e alterações frequentes de tamanho. A qualidade das respostas que você receberá lhe dirá mais do que um folheto jamais poderia.
P: Que informações devo preparar antes de solicitar um orçamento para uma máquina de tubo de papel?
UM:Prepare sua faixa de diâmetro de tubo, faixa de espessura de parede, faixa de comprimento, gramatura/contagem de camadas de papel, preferência de tipo de adesivo, produção alvo por turno e quaisquer requisitos especiais (acabamento final, controle de poeira, tolerâncias restritas, mudanças frequentes de tamanho). Quanto mais claras forem suas informações, mais precisa será a recomendação.
P: Como posso saber se meus problemas de resistência do tubo vêm da máquina ou do papel bruto?
UM:Verifique os padrões. Se a delaminação aumentar após mudanças, paradas ou mudanças de umidade da bobina, a estabilidade do processo provavelmente está envolvida (tensão, uniformidade da cola, pressão de enrolamento). Se isso acontecer de forma consistente em todas as condições, a compatibilidade da matéria-prima ou do adesivo pode ser o fator determinante.
P: Qual é uma maneira realista de avaliar a qualidade do corte?
UM:Não julgue com base em algumas amostras. Peça uma longa corrida de acordo com suas especificações e, em seguida, inspecione as pontas cortadas e a consistência do comprimento ao longo do tempo - especialmente após uma reinicialização. Limpeza e tolerância consistentes são mais importantes do que um único corte “perfeito”.
P: Velocidade mais alta é sempre melhor?
UM:Somente se a qualidade permanecer estável durante um turno completo. Alta velocidade com dimensões flutuantes ou paradas frequentes para limpeza podem produzir resultados menos vendáveis do que uma linha um pouco mais lenta e mais estável.
P: Quais tarefas de manutenção protegem mais diretamente a qualidade?
UM:A limpeza da área adesiva, o gerenciamento de poeira próximo ao corte e as verificações de rotina quanto a vibrações e folgas são grandes vitórias. Isso evita o “pequeno desvio” que silenciosamente cria sucata.
Pronto para combinar a máquina de tubos de papel certa com suas especificações de tubos e meta de produção diária?
Informe-nos sua faixa de diâmetro, espessura de parede, tolerância de comprimento, tipo de papel e capacidade alvo – e nós o ajudaremos a mapear uma configuração prática que prioriza produção estável, trocas rápidas e cortes limpos. Se você quiser menos surpresas e mudanças mais previsíveis, Contate-nospara discutir sua aplicação e solicitar uma solução personalizada.











